

湖北數控雙軸深孔機床-雙軸數控雙軸深孔機床-巨泰機床咨詢優惠
德州市巨泰機床制造有限公司
經營模式:生產加工
地址:德州市陵城區邊臨鎮
主營:深孔鉆鏜床,深孔鏜床,深孔珩磨機,數控深孔鏜床
業務熱線:0534-2359978

產品詳情
聯系方式
產品品牌:巨泰機床
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效
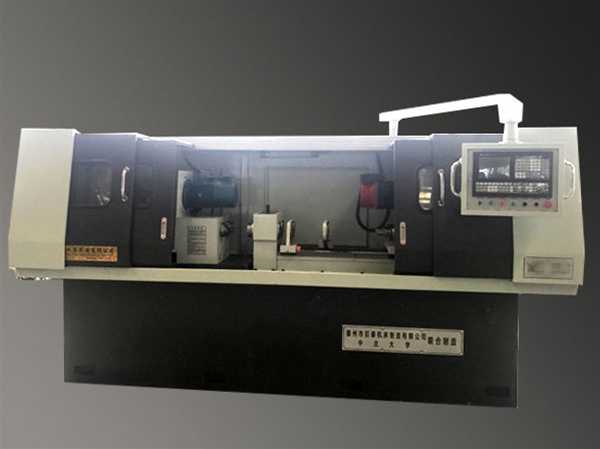
湖北數控雙軸深孔機床-雙軸數控雙軸深孔機床-巨泰機床咨詢優惠
深孔鉆鏜床廠家,深孔鉆床生產廠家,臥式深孔鉆鏜床
槍鉆常用高速鋼或硬質合金制作。各類內排屑深孔鉆可根據尺寸大小,選用焊接或機械夾固式可轉位硬質合金刀片的結構。深孔鉆上的導向塊起導向和定心效果,削減鉆孔的偏斜和切削時的振動。深孔鉆的刀齒和導向塊的布置主要考慮分屑和切削時徑向力的平衡。刀體與鉆桿可用焊接或方牙螺紋聯接。 深孔鉆按排屑方式分為外排屑和內排屑兩類。外排屑的有槍鉆、深孔扁鉆和深孔麻花鉆等;內排屑的因所用的加工系統不同,分BTA深孔鉆、噴發鉆和DF深孔鉆3種。








1 、噴發鉆:一種多刃內排屑深孔鉆,有內、外兩層鉆管,大部分切削液從內、外鉆管的間隙中進入切削區,然后連同切屑進入內管;另一小部分切削液則經由內管尾端的月牙形孔進入內管,產生噴發效應,形成低壓區,幫助抽吸切屑。噴發鉆不要求嚴格的切削液密封裝置,適用于鉆削直徑18毫米以上、孔深和孔徑比小于100的深孔。 2 、DF深孔鉆:這種鉆頭吸收了BTA深孔鉆和噴發鉆的優點,選用單管,排屑靠推壓和抽吸雙重效果,提高了排屑才能,可鉆削孔徑在8毫米以上的深孔。 3 、槍鉆:只有一個切削部分,早用于加工。鉆削時,切削液從鉆桿中間進入,經鉆頭頭部的小孔噴發到切削區,然后帶著切屑從鉆頭的V形溝槽中排出。槍鉆適用于加工孔徑2~20毫米、孔深與孔徑之比大于100的深孔。 4 、BTA深孔鉆:切削 液從鉆桿與孔壁的間隙處送入,靠切削液的壓力將切屑從鉆桿的內孔中排出。BTA深孔鉆適用于鉆削孔徑6毫米以上,孔深與孔徑之比小于100的深孔,其生產效率比槍鉆高3倍以上。

數控雙軸深孔機床油就是針對深孔加工而研制的金屬加工油,使用極壓劑的摩擦改進劑,使被切削表面上形成剪切強度低反應膜,減少切削阻力。深孔加工的特點是散熱條件不好,切削油的冷卻效果不易發揮,鉆刀磨損快,鉆刀易斷。為提高冷卻效果,提高切削油的滲透性和排屑性,降低發熱量,降低刀具支撐部分的摩擦。 數控雙軸深孔機床油為淡黃色透明液體,是一種由深度精制基礎油、添加多種極壓抗磨劑、邊界潤滑劑、油性劑、防銹劑、脂肪油、動植物油等多種添加劑復配而成。使得整體達到協同配伍的效果。冷卻性能優,適用于多種金屬材質的珩磨及深孔加工和超精磨加工、高速切削等。 產品用途 用于不銹鋼、鑄鐵、碳鋼、合金鋼等切削、銑削、鉆孔、滾齒、剃齒、高速切削及重負荷切削加工。特別適合用于深孔鉆加工中的深孔加工及自動車床、加工中心等機床加工。

王經理先生
手機:13853490804


